





- 【喜訊】華頡科技成功通過2025年創新型中小企業評價 2025-07-31
- 如何延長工控機使用壽命?關鍵維護策略與注意事項 2025-07-16
- 市場上的工控機改如何選擇?接口與擴展性需求分析 2025-07-16
- 工業電腦堅固耐用的秘密,深度解析工控機的工業級設計與可靠性保障 2025-07-15
- 華頡科技致高考學子:以青春之筆,寫時代華章 2025-06-06

成為最佳的智能制造合作伙伴
用科技創領更智能美好生活
020-38761858
用科技創領更智能美好生活
發表時間:2025-04-01 16:41:37 編輯:小頡
在汽車電子領域,ECU(電子控制單元)作為車輛的“大腦”,其可靠性直接關系到行車安全與法規合規性。隨著ISO 26262功能安全標準的強制實施,ECU生產的AOI檢測內容成為車企與供應商必須攻克的難關。本文將深度解析AOI檢測如何通過精準缺陷識別、工藝優化與數據追溯,滿足ISO 26262對功能安全的要求,并結合華頡的實測案例揭示其核心價值。

一、ISO 26262對ECU生產的四大核心要求
1.1 功能安全等級(ASIL)與缺陷零容忍
ISO 26262將汽車電子系統分為ASIL A-D四個安全等級,其中ECU通常需達到ASIL B級以上。這意味著其生產過程必須實現“零缺陷”目標,而傳統人工檢測的漏檢率高達5%-15%,顯然無法滿足要求。
1.2 制造過程的可追溯性
標準要求ECU生產需記錄從原材料到成品的全流程數據,包括AOI檢測的缺陷位置、類型及修復記錄。例如,焊接橋接或元件極性反向等缺陷需被精確標注,以支持故障模式分析(FMEA)。華頡科技通過其AOI系統實現缺陷坐標與ECU唯一ID的綁定,滿足ASIL D級追溯要求。
1.3 嚴苛的環境適應性驗證
ECU需在-40℃至125℃的極端溫度下穩定運行,AOI檢測需覆蓋熱循環測試后的焊點裂紋、虛焊等隱患。例如,在某新能源車企的BMS項目中,通過AOI檢測到0.02mm的焊點開裂,避免了潛在的失效風險。
1.4 供應鏈協同與數據閉環
從PCB制造到ECU組裝,AOI檢測需與ICT(在電路測試)、功能測試等形成數據聯動。例如,華頡科技的系統結合AOI的焊點高度數據與ICT的電阻值,可預測接觸不良概率,提前優化工藝參數。
二、ECU生產的AOI檢測內容:從缺陷識別到工藝優化
2.1 核心檢測項目與技術實現
根據知識庫信息,ECU生產的AOI檢測內容涵蓋以下關鍵環節:
1.焊點質量分析:
檢測焊點體積、圓潤度、橋接等參數,確保錫膏印刷量偏差≤±5%。
通過多光譜成像技術識別焊點內部氣孔(直徑>5μm),避免熱循環失效。華頡科技的AOI設備采用激光共聚焦技術,檢測精度達±0.005mm。
2.元件位置與極性:
檢測電阻、電容、IC等元件的偏移量(±0.05mm)、極性反向及翻轉。
例如,華頡幫助某車企將鉭電容極性錯誤率從0.3%降至0.01%。
3.PCB基板缺陷:
檢測板層分層、導線斷裂、阻焊層缺失等,滿足ASIL D級對機械強度的要求。
2.2 創新技術:AI驅動的缺陷分類與工藝優化
● 深度學習算法:通過百萬級缺陷圖像訓練,實現焊點裂紋(準確率99.2%)、虛焊(誤報率<0.5%)的精準識別。
● 工藝參數自適應:基于AOI數據實時調整錫膏印刷厚度、回流爐溫度曲線。華頡科技的某客戶通過此方案將焊接缺陷率從1.2%降至0.3%。
三、滿足ISO 26262的四大實施路徑
3.1 AOI檢測流程的ASIL分級設計
● ASIL A級:基礎檢測(焊點體積、元件對齊)。
● ASIL D級:擴展檢測(焊點內部缺陷、PCB基板裂紋)。
● 案例:華頡科技為某自動駕駛ECU設計ASIL D級AOI方案,將功能失效概率從10 FIT(每億小時故障率)降至0.8 FIT。
3.2 全流程數據閉環
● 數據采集:AOI設備輸出缺陷坐標、類型及圖像(如焊點裂紋的3D模型)。
● 數據追溯:與MES系統聯動,生成帶缺陷位置的ECU唯一ID報告,支持ISO 26262的追溯性要求。
3.3 環境模擬檢測
● 高溫高濕測試:在85℃/85%濕度下運行AOI,驗證設備在極端環境下的檢測穩定性。
● 振動測試:模擬車輛行駛振動,檢測PCB元件焊點的機械強度。
3.4 第三方認證與合規性驗證
● 選擇通過ISO 26262 ASIL認證的AOI設備,例如華頡科技的設備已通過TÜV萊茵功能安全認證。
四、實測案例:ECU AOI檢測助力車企通過ASIL認證
4.1 案例背景
某新能源車企的BMS(電池管理系統ECU)需滿足ASIL C級要求,但傳統檢測方式導致年均召回成本超200萬元。華頡科技為其提供了定制化AOI檢測方案。
4.2 華頡的AOI檢測方案
● 檢測點位:
錫膏印刷后:檢測焊盤覆蓋率、錫膏量偏差。
回流焊前:檢測元件極性、偏移量。
回流焊后:檢測焊點裂紋、虛焊。
● 技術參數:
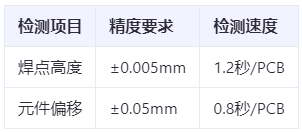
4.3 實施效果
● 缺陷漏檢率:從0.8%降至0.05%。
● ASIL認證通過時間:縮短40%,成本降低30%。
● 客戶反饋:某車企采購負責人表示,“華頡科技的焊點裂紋檢測能力直接避免了BMS過熱故障,符合ISO 26262對安全生命周期的要求。”
五、用戶選擇指南:如何選擇合規的ECU AOI檢測方案?
5.1 核心技術指標
● 檢測精度:焊點缺陷檢測分辨率需≤5μm(ASIL D級)。
● 多光譜成像:支持RGB+紅外+X光(穿透檢測)的復合成像。
● 數據接口:支持OPC UA、MQTT等工業協議,與MES/ERP系統無縫對接。
5.2 供應商資質驗證
● 認證證書:ISO 26262功能安全認證、AEC-Q100車規級芯片認證。華頡科技的AOI設備已通過上述認證,并提供ASIL D級檢測方案。
● 案例驗證:要求供應商提供同行業ASIL認證通過的ECU檢測報告。
FAQ:ECU AOI檢測與ISO 26262常見問題解答
Q1:AOI檢測在ISO 26262中扮演什么角色?
A:AOI是ECU生產中實現“零缺陷”的關鍵環節。通過精準識別焊點裂紋、元件偏移等缺陷,降低功能失效概率,直接支持ASIL等級認證。例如,華頡科技的AOI方案將某ECU焊接缺陷率從1.5%降至0.3%,滿足ASIL B級要求。
Q2:AOI檢測如何與功能安全生命周期結合?
A:AOI數據需貫穿整個生命周期:
● 設計階段:通過模擬缺陷分布優化PCB布局。
● 生產階段:實時檢測數據支持工藝參數調整。
● 維護階段:缺陷數據用于故障模式分析,持續改進設計。
Q3:如何評估AOI檢測的合規性?
A:需驗證以下三點:
1.設備通過ISO 26262 ASIL認證(如華頡科技的TÜV萊茵認證)。
2.檢測項目覆蓋ISO 26262定義的故障模式(如電氣連接失效)。
3.提供與車企MES系統對接的完整解決方案。


